
自 1881 年電弧焊發(fā)明以來(lái), 隨著(zhù)機械、 電力、 材料等行業(yè)的發(fā)展, 焊接技術(shù)已成為一種最重要的金屬熱加工技術(shù)。從日常用品的生產(chǎn)到尖端技術(shù)產(chǎn)品的制造都離不開(kāi)焊接技術(shù), 現代化生產(chǎn)實(shí)踐對焊接技術(shù)提出了進(jìn)一步提高效率, 優(yōu)化質(zhì)量, 改善勞動(dòng)條件等要求, 焊接自動(dòng)化就是焊接工作者順應這種要求的具體體現。工業(yè)發(fā)達國家, 如美國、 日本、 德國的焊接自動(dòng)化、 機械化程度已達 60% ~ 70%, 而我國僅為 20% ~ 30%。因此, 發(fā)展和應用新型焊接自動(dòng)化技術(shù)對我國國民經(jīng)濟將起到巨大的作用, 而弧焊機器人的焊縫跟蹤系統正是焊接自動(dòng)化研究的一個(gè)重要方面。1960 年, 美國的 ConsoIidated ControI 公司根據DevoI 的技術(shù)專(zhuān)利研制出世界上第 1 臺機器人樣機,并成立了 Unimation 公司, 定型生產(chǎn)了 Unimate (意為“萬(wàn)能自動(dòng)” ) 機器人。從此以后, 機器人的研究、 生產(chǎn)與應用得到了很大的發(fā)展, 到 1997 年底, 全世界的工業(yè)機器人已達 80 多萬(wàn)臺, 其中用于焊接的機器人占 40%以上。在引進(jìn)國外技術(shù)的基礎上, 我國 70年代初開(kāi)始研究工業(yè)機器人。1985 年, 哈爾濱工業(yè)大學(xué)研制成功中國第 1 臺 HY - 1 型焊接機器人;1987 年, 北京機床研究所和華南理工大學(xué)聯(lián)合為天津自行車(chē)二廠(chǎng)研制出用于焊接自行車(chē)前三角架的TJR - G1 型弧焊機器人; 上海交通大學(xué)研制的 “上海1 號” 、 “上海 2 號” 和廣州機床研究所等研制的示教再現型機器人也都具有可供弧焊和點(diǎn)焊的功能, 有的還有自動(dòng)跟蹤、 尋找起始點(diǎn)和保持姿勢等功能[1]。
目前的機器人大多為可編程的示教再現機器人。這種機器人可以在其工作空間內精確地完成示教的操作。在弧焊機器人施焊過(guò)程中, 如果焊接條件基本穩定, 則機器人能夠保證焊接質(zhì)量。但是, 由于各種因素的影響, 實(shí)際的焊接條件經(jīng)常發(fā)生變化。例如, 由于強烈的弧光輻射、 高溫、 煙塵、 飛濺、 坡口狀況、 加工誤差、 夾具裝夾精度、 表面狀態(tài)和工件熱變形等影響會(huì )使焊炬偏離焊縫, 從而造成焊接質(zhì)量下降甚至失敗。因此, 焊接條件的這種變化要求弧焊機器人能夠實(shí)時(shí)檢測出焊縫的偏差, 并調整焊接路徑和焊接參數, 保證焊接質(zhì)量的可靠性[2]。人們?yōu)榱耸沟脵C器人在焊接過(guò)程中能實(shí)時(shí)地檢測出焊縫的實(shí)際位置, 開(kāi)始了弧焊機器人焊縫跟蹤技術(shù)的研究。
1. 焊縫跟蹤系統的結構
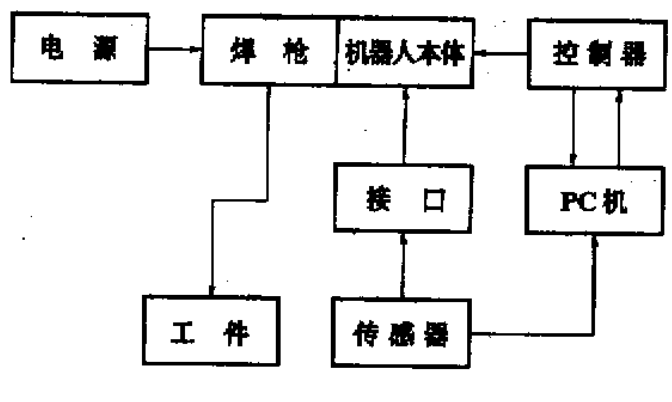
弧焊機器人焊縫跟蹤系統雖然經(jīng)過(guò)了幾十年的發(fā)展和計算機軟硬件的大力應用, 但是整個(gè)系統的結構沒(méi)有太大的變化。弧焊機器人焊縫跟蹤系統的結構一般包括傳感器、 PC 處理機、 機器人專(zhuān)用控制器、 機器人本體及焊接設備等。傳感器采集到信號傳送到 PC 機, 經(jīng)過(guò)一系列的數據處理過(guò)程和圖像顯示后[3], PC 機與機器人專(zhuān)用控制器進(jìn)行數據通訊, 然后將控制信號傳送給機器人本體控制焊接過(guò)程的正確運行。在系統結構中, 焊槍與機器人本體是固定在一起的, 由多自由度的機械手來(lái)控制焊槍的方向、 位移和速度。傳感器的位置一般通過(guò)機械接口與機器人本體連接, 甚至采用鋼性連接并一起移動(dòng)。PC 機在弧焊機器人焊縫跟蹤系統中的應用是近幾年的事情, 在系統的跟蹤過(guò)程中, PC 機可以對傳感器接收的信號進(jìn)行預處理, 通過(guò)圖像處理軟件在可視化界面上顯示焊接過(guò)程的工作狀態(tài), PC 機與機器人專(zhuān)用控制器進(jìn)行數據通訊, 可以按照用戶(hù)的要求在離線(xiàn)編程的情況下對焊接過(guò)程進(jìn)行跟蹤控制。系統框圖如圖所示。
在整個(gè)閉環(huán)系統中, 傳感器起著(zhù)非常重要的作用, 它決定著(zhù)整個(gè)系統對焊縫的跟蹤精度。在焊接過(guò)程中, 傳感器必須精確地檢測出焊縫 (坡口) 的位置和形狀信息, 然后傳送給控制器進(jìn)行處理。隨著(zhù)大規模集成電路、 半導體技術(shù)、 光纖及激光等的迅速發(fā)展, 促進(jìn)了焊接技術(shù)向自動(dòng)化、 智能化方向發(fā)展,并出現了多種用于焊縫跟蹤的傳感器, 它們主要是檢測電磁、 機械等各物理量的傳感器。我們知道, 在電弧焊接的過(guò)程中, 存在著(zhù)強烈的弧光、 煙塵、 電磁干擾以及高溫輻射、 煙塵、 飛濺等, 焊接過(guò)程伴隨著(zhù)傳熱傳質(zhì)和物理化學(xué)冶金反應, 工件會(huì )產(chǎn)生熱變形,因此, 用于電弧焊接的傳感器必須具有很強的抗干擾能力。隨著(zhù)電子工業(yè)、 計算機軟硬件、 網(wǎng)絡(luò )通訊和圖像處理算法等技術(shù)的飛速發(fā)展, 機械控制、 電氣及材料技術(shù)日益更新, 新的傳感器、 控制器、 控制軟件和機器人等先進(jìn)系統的不斷推出, 使得弧焊機器人焊縫跟蹤控制技術(shù)變得更加先進(jìn)與復雜。
2 傳感技術(shù)
傳感器是指能夠感受規定的被測量并能轉換成可用信號, 實(shí)現信息檢測轉換和傳輸的器件或裝置。隨著(zhù)大規模集成電路、 半導體技術(shù)及光纖、 激光等的迅速發(fā)展, 現代焊接技術(shù)正朝著(zhù)自動(dòng)化、 智能化方向發(fā)展。世界上許多著(zhù)名的焊接設備研究和制造機構都在努力開(kāi)發(fā)這一領(lǐng)域。焊接過(guò)程控制系統首先要解決的問(wèn)題是焊縫跟蹤。經(jīng)過(guò)幾十年的研究和實(shí)踐, 焊縫跟蹤技術(shù)已經(jīng)取得了長(cháng)足進(jìn)步, 而新型焊縫跟蹤傳感器的不斷出現正是這一進(jìn)步的標志。弧焊用傳感器可分為直接電弧式、 接觸式和非接觸式 3 大類(lèi)。按工作原理可分為機械、 機電、 電磁、 電容、 射流、 超聲、 紅外、 光電、 激光、 視覺(jué)、 電弧、光譜及光纖式等。按用途分有用于焊縫跟蹤、 焊接條件控制 (熔寬、 熔深、 熔透、 成形面積、 焊速、 冷卻速度和干伸長(cháng)) 及其他如溫度分布、 等離子體粒子密度、 熔池行為等。據日本焊接技術(shù)學(xué)會(huì )近期所做的調查顯示, 在日本、 歐洲及其他發(fā)達國家, 用于焊接過(guò)程的傳感器有 80%是用于焊縫跟蹤的。目前我國用得較多的是電弧式、 機械式和光電式。
電弧傳感器是從焊接電弧自身直接提取焊縫位置偏差信號, 實(shí)時(shí)性好, 不需要在焊槍上附加任何裝置, 焊槍運動(dòng)的靈活性和可達性最好, 尤其符合焊接過(guò)程低成本自動(dòng)化的要求。電弧傳感器的基本工作原理是: 當電弧位置變化時(shí), 電弧自身電參數相應發(fā)生變化, 從中反映出焊槍導電嘴至工件坡口表面距離的變化量, 進(jìn)而根據電弧的擺動(dòng)形式及焊槍與工件的相對位置關(guān)系, 推導出焊槍與焊縫間的相對位置偏差量。電參數的靜態(tài)變化和動(dòng)態(tài)變化都可以作為特征信號被提取出來(lái), 實(shí)現高低及水平兩個(gè)方向的跟蹤控制。目前國外發(fā)達國家廣泛采用的方法是: 通過(guò)測量焊接電流 I、 電弧電壓 U 和送絲速度 1來(lái)計算工件與焊絲之間的距離 H = f (I, U, 1) , 并應用模糊控制技術(shù)實(shí)現焊縫跟蹤。電弧傳感結構簡(jiǎn)單, 響應速度快, 目前得到了廣泛的應用。但是, 它主要適用于對稱(chēng)側壁的坡口 (如 V 型坡口) , 而對于那些無(wú)對稱(chēng)側壁或根本就無(wú)側壁的接頭形式, 如搭接接頭、 不開(kāi)坡口的對接接頭等形式, 現有的電弧傳感器則不能識別[4]。
典型的接觸式焊縫跟蹤傳感器是依靠在坡口中滾動(dòng)或滑動(dòng)的觸指將焊槍與焊縫之間的位置偏差反映到檢測器內, 并利用檢測器內裝的微動(dòng)開(kāi)關(guān)判斷偏差的極性, 除微動(dòng)開(kāi)關(guān)式外, 檢測器判斷偏差的極性和大小的方法還有電位計式、 電磁式和光電式。接觸傳感器適用于 X 型、 Y 型坡口、 窄間隙焊縫及角焊縫。該系統結構簡(jiǎn)單, 操作方便, 價(jià)格便宜且不受電弧煙塵及飛濺等干擾, 也是目前使用比較廣泛的一種焊縫跟蹤傳感器。存在的問(wèn)題是: 對不同的坡口需要不同的探頭, 探頭磨損大, 易變形, 點(diǎn)固點(diǎn)障礙難以克服, 不適于高速焊接。
目前,用于焊縫跟蹤的非接觸式傳感器很多,主要有電磁傳感器、光電傳感器、超聲波傳感器、紅外傳感器及 CCD 視覺(jué)傳感器等。據日本焊接技術(shù)學(xué)會(huì )對在日本使用的弧焊機器人的調查結果顯示,領(lǐng)導未來(lái)焊縫跟蹤傳感器的主要是光學(xué)傳感器。其中以視覺(jué)傳感器最引人注目,由于視覺(jué)傳感器所獲得的信息量大,結合計算機視覺(jué)和圖像處理的最新技術(shù)成果,大大增強了弧焊機器人的外部適應能力。視覺(jué)傳感器采用的光電轉換器件最簡(jiǎn)單的是單元感光器件,如光電二極管等;其次是一維的感光單元線(xiàn)陣,如線(xiàn)陣 CCD(電荷耦合器件) ;應用最多的是結構最復雜的二維感光單元面陣,如面陣 CCD,是二維圖像的常規感光器件,它代表著(zhù)目前傳感器發(fā)展的最新階段,因而應用日益廣泛。在焊接機器人各種視覺(jué)傳感器中,CCD 傳感器因其可靠的性能,清晰直觀(guān)的圖像和使用效果而受到了普遍重視。特別是 80 年代以來(lái),CCD 與高性能的微機相結合產(chǎn)生的焊縫跟蹤系統,使焊縫跟蹤的研究跨上了一個(gè)新的臺階。
3 PC 機在弧焊機器人焊縫跟蹤系統中的應用[5]
近幾年, 隨著(zhù)微電子技術(shù)的大力發(fā)展, 以 PC 機為代表的計算機軟硬件得到了空前的發(fā)展, 制造業(yè)也以建立 FM 為目標, 向 “開(kāi)放的工廠(chǎng)自動(dòng)化” 方向發(fā)展。為順應這一趨勢, 焊縫跟蹤控制系統中弧焊機器人控制器必須由專(zhuān)用的控制器向基于 PC 機的開(kāi)放通用型控制器過(guò)渡。PC 機在焊縫跟蹤控制系統中的應用, 不但解決了專(zhuān)用控制器計算負擔重、 實(shí)時(shí)性差等問(wèn)題, 同時(shí)能夠將其他領(lǐng)域如圖像處理、 聲音識別、 最優(yōu)控制、 人工智能等先進(jìn)的研究成果應用到該系統的實(shí)時(shí)操作中。另外, PC 機具有良好的開(kāi)放性、 安全性和聯(lián)網(wǎng)性、 標準的實(shí)時(shí)多任務(wù)操作系統、 標準的總線(xiàn)結構、 標準接口等特點(diǎn), 打破了機器人專(zhuān)用控制器結構封閉的局面, 開(kāi)發(fā)出結構開(kāi)放性、功能模塊化的標準化弧焊機器人焊縫跟蹤控制系統。目前, 系統中應用 PC 機的方式一般是在原來(lái)的機器人專(zhuān)用控制器中配置與 PC 機通訊的總線(xiàn)及接口板, 加上相應的通訊軟件和開(kāi)發(fā)相應的應用軟件及接口板, 用戶(hù)即可在 PC 機上編程讀取機器人跟蹤焊縫的當前位置, 對機器人的運動(dòng)進(jìn)行實(shí)時(shí)控制, 從而監控機器人焊縫跟蹤系統的工作狀態(tài)。
4.人工智能技術(shù)在系統中的應用
隨著(zhù)焊接自動(dòng)化的發(fā)展, 焊縫自動(dòng)跟蹤的研究得到人們的普遍重視。以往的焊縫跟蹤系統往往以經(jīng)典控制理論為基礎, 采用相應的控制器進(jìn)行控制。但是焊接是一個(gè)非常復雜的過(guò)程, 由于焊縫坡口的加工、 焊件裝夾、 焊接小車(chē)行走偏差和焊接熱變形等原因, 都會(huì )引起焊炬位置的偏差, 而這些影響因素都是不確定的、 非線(xiàn)性的, 因此, 在焊縫自動(dòng)跟蹤系統中采用經(jīng)典控制理論和方法進(jìn)行控制, 在實(shí)際焊接生產(chǎn)中往往不能得到令人滿(mǎn)意的結果。為了提高焊縫跟蹤系統的靈活性和精度, 采用先進(jìn)的傳感器技術(shù)并在弧焊跟蹤系統中引進(jìn)人工智能技術(shù), 改進(jìn)控制算法是一個(gè)必然的趨勢。
人工智能是一門(mén)新興的技術(shù)學(xué)科, 它研究如何模仿、 延伸和擴展人的智能, 實(shí)現某些 “機器思維” 或腦力勞動(dòng)自動(dòng)化。因此, 從自動(dòng)化角度說(shuō), 人工智能是腦力勞動(dòng)自動(dòng)化的技術(shù)基礎; 從工程角度說(shuō), 它是多學(xué)科知識綜合而形成的一種高新技術(shù)[7]。當前在焊縫跟蹤系統中有以下 3 種人工智能方法具有代表性, 即專(zhuān)家系統、 模糊控制和人工神經(jīng)網(wǎng)絡(luò )技術(shù)。所謂專(zhuān)家系統是指專(zhuān)門(mén)設計的用以模仿某一領(lǐng)域專(zhuān)家的知識和推理方法, 并能使其知識被他人所用的計算機軟件系統。該系統一般包括知識系統、開(kāi)發(fā)環(huán)境和操作環(huán)境。知識系統是指包含所有專(zhuān)家知識, 并能靈活應用的系統 ; 開(kāi)發(fā)環(huán)境包括開(kāi)發(fā)專(zhuān)家系統所需的必要軟件工具; 操作環(huán)境即是與外部進(jìn)行交流的軟件和硬件。其中知識系統是專(zhuān)家系統的核心所在, 它由知識庫、 推理機和用戶(hù)界面 3 個(gè)主要部分組成。焊接領(lǐng)域中專(zhuān)家系統的開(kāi)發(fā)最早始于80年代中期, 英、 美、 日、 德等國先后進(jìn)行了這方面的研究開(kāi)發(fā)工作。我國從 80 年代末開(kāi)始焊接專(zhuān)家系統的研制[8]。目前總的看來(lái), 焊接專(zhuān)家系統的安放站還不夠成熟, 大多數專(zhuān)家系統的推理過(guò)程簡(jiǎn)單,多為導果式推理, 而很少涉及到歸因式推理。所有焊接專(zhuān)家系統僅覆蓋人工智能的知識表達和智能推理, 而普遍缺乏獲得新知識的能力。未來(lái)的開(kāi)發(fā)方向是: 集成化及網(wǎng)絡(luò )通訊化將進(jìn)一步加強; 專(zhuān)家系統的開(kāi)發(fā)工具將不斷更新, 以 Windows 為開(kāi)發(fā)平臺, 結合 ANN、 00、 FUZZY 等人工智能的開(kāi)發(fā)工具將不斷涌現并成為主流; 趨向于混合化互補性強的系統, 自動(dòng)獲取知識的能力也將不斷提高; 開(kāi)發(fā)具有元知識處理能力的焊接專(zhuān)家系統; 多媒體技術(shù)將應用到系統中去。
近年來(lái), 隨著(zhù)模糊控制理論和技術(shù)的大力發(fā)展,特別是它有著(zhù)較為完善的數學(xué)理論基礎, 模糊控制在焊縫跟蹤中得到了廣泛的應用, 從而使焊縫跟蹤系統的調節速度和跟蹤精度得到了很大提高。日本等國家大量地將模糊控制技術(shù)用于焊縫跟蹤及焊接動(dòng)態(tài)過(guò)程的控制中, 并取得了滿(mǎn)意的效果。國內清華大學(xué)、 哈爾濱工業(yè)大學(xué)、 華南理工大學(xué)等單位在弧焊過(guò)程的模糊跟蹤及控制方面進(jìn)行了大量的卓有成效的研究工作[9]。人工神經(jīng)網(wǎng)絡(luò ) (ANN) 是隨著(zhù)神經(jīng)科學(xué)與腦功能研究的發(fā)展而開(kāi)始出現, 并得到迅速發(fā)展。與傳統的專(zhuān)家系統 (ES) 相比, 人工神經(jīng)網(wǎng)絡(luò )具有自學(xué)習、自組織、 容錯與自修復、 模式識別與檢索等能力特點(diǎn)[10]。人工神經(jīng)網(wǎng)絡(luò )的種種特性為研制弧焊智能控制系統, 特別是高智能的弧焊機器人的焊縫跟蹤提供了一條重要途徑, 把該技術(shù)應用于弧焊機器人的焊縫跟蹤系統在國內外已有很多成功的例子。神經(jīng)網(wǎng)絡(luò )的并行處理能力、 自適應能力以及極強的容錯性和映射力正是研制具有視覺(jué)信息并行處理能力及智能化焊縫跟蹤控制系統所需要的特性。
來(lái)源:m.designofka.com
撥打我們免費電話(huà)
+86 021-69591999
企業(yè)公眾號








 中文
中文 English
English Espa?ol
Espa?ol русский
русский Portugal
Portugal ???????
??????? fran?ais
fran?ais Deutsche
Deutsche 日本語(yǔ)
日本語(yǔ) Indonesia
Indonesia